
Smart Factory Transformation: The Executive Blueprint for Industry 4.0 Success
August 30, 2025 / Bryan Reynolds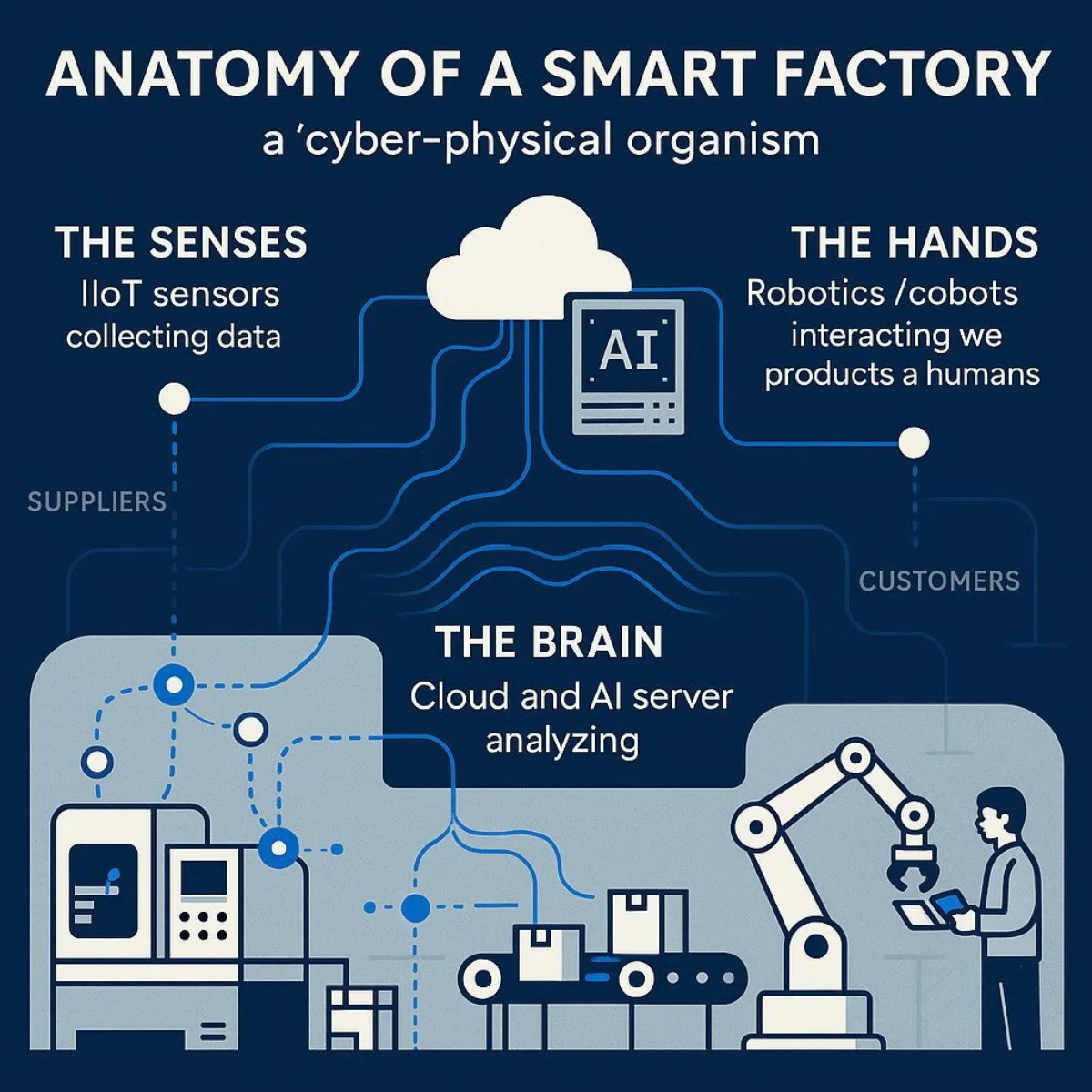
The Smart Factory Revolution: Your Executive Guide to the Future of Manufacturing (And What It Means for Your Industry)
The global smart manufacturing market is not just growing; it's undergoing a tectonic shift. Valued at USD 349.48 billion in 2024, the market is projected to surge to nearly USD 1 trillion by 2032, driven by a compound annual growth rate (CAGR) of 14.2%. This explosive growth signals more than a trend—it represents a new operational paradigm for any data-intensive industry. The smart factory is emerging as a blueprint for leveraging real-time data, artificial intelligence (AI), and pervasive connectivity to build enterprises that are more resilient, efficient, and intelligent than ever before.
For an executive in logistics, finance, healthcare, or another tech-adjacent field, the term "smart factory" might seem confined to the world of industrial production. However, this view misses the larger transformation at play. The principles fueling this revolution—radical transparency, predictive insight, and intelligent automation—are universal. This article will demystify the smart factory, answer the most pressing business questions surrounding its adoption, and reveal how its core tenets are already reshaping your competitive landscape.
What Exactly Is a "Smart Factory"? Are We Just Talking About More Robots?
The concept of a smart factory extends far beyond the simple addition of more robots to an assembly line. It represents a fully integrated, collaborative cyber-physical system designed to respond in real-time to shifting demands across the entire value chain—from the supply network to the end customer. The goal is not merely to create a faster production line but to cultivate a self-optimizing, self-correcting industrial organism that learns and adapts continuously.
This transformation is the tangible manifestation of the Fourth Industrial Revolution, or Industry 4.0, an era defined by the convergence of the digital, physical, and biological worlds. Understanding the smart factory in this context elevates the conversation from a simple factory upgrade to a fundamental economic and operational shift.
The Anatomy of Intelligence - A Factory's Nervous System
To grasp the concept, it's helpful to use an analogy. A smart factory operates much like a biological organism, with a nervous system, a brain, and hands, all working in seamless concert.
- The Senses (IIoT): The Industrial Internet of Things (IIoT) acts as the factory's sensory network. Billions of sensors embedded in machines, products, and logistics assets continuously collect real-time data on their status, condition, location, and environment. This constant stream of information forms the foundation of the factory's awareness.
- The Brain (AI & Cloud): Artificial Intelligence and Machine Learning, powered by the immense computational capacity of the cloud, serve as the factory's brain. This central intelligence processes the torrent of data from the IIoT network, detecting subtle patterns, predicting future events like equipment failure, and optimizing complex workflows in real-time.
- The Hands (Robotics & Automation): Advanced robotics, including collaborative robots or "cobots" that work safely alongside humans, are the hands that execute the AI's intelligent decisions. They perform tasks with superhuman precision and speed, dynamically adjusting their actions based on the live data they receive from the IIoT and the instructions from the AI brain.
This integration fundamentally redefines the very concept of a "factory." Initially, a smart factory might be perceived as an interconnected network of machines within a single physical plant. However, a deeper analysis reveals a more expansive reality. The technologies that power this transformation—cloud computing, IIoT, and AI—are not constrained by physical location. They enable the integration of the
entire value chain, from raw material suppliers to outbound logistics fleets and even customer feedback loops. Consequently, the "smart factory" is not a building but a decentralized, data-driven production
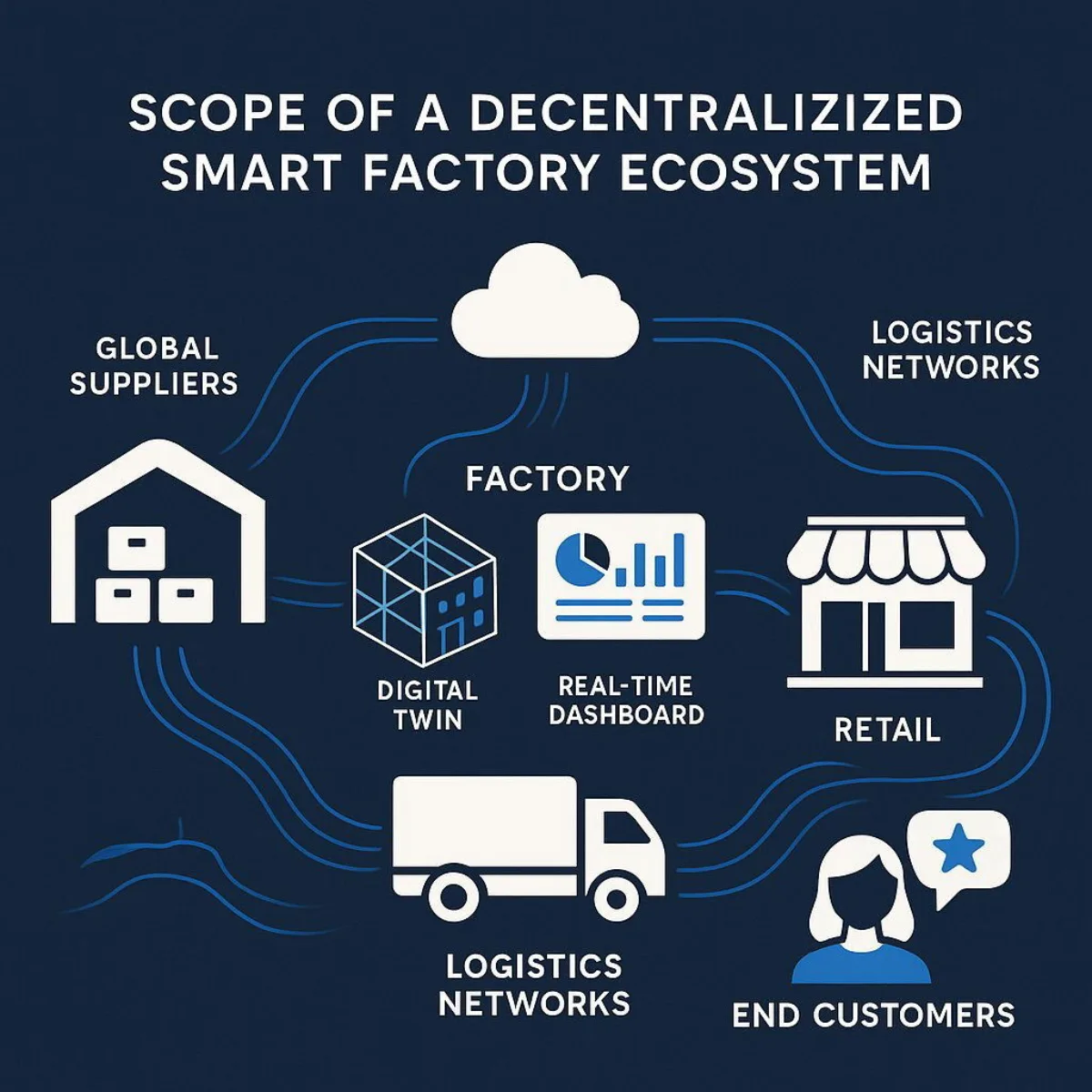
ecosystem. The shop floor is merely one critical node in a vast, intelligent network that can include a supplier's inventory system in one country, a logistics provider's fleet in another, and the end product in a customer's hands. This expanded view has profound implications for how modern enterprises manage their supply chains, innovate, and create value.
Why Is This Happening Now? What's the Real Business Case?
The rapid acceleration toward smart manufacturing is not happening in a vacuum. It is a direct response to powerful market forces and the pursuit of tangible, game-changing business outcomes.
Market Drivers Forcing the Change
Two primary external pressures are compelling manufacturers to evolve:
- The "Amazon Effect": Decades of e-commerce evolution have fundamentally rewired customer expectations. The demand for next-day delivery, deep personalization, and mass customization has created an environment where only the most agile and responsive companies can compete.
- Pervasive Supply Chain Volatility: Recent years have exposed the fragility of global supply chains. Geopolitical instability, trade disputes, and unforeseen disruptions have transformed supply chain resilience from a competitive advantage into a fundamental requirement for survival.
The ROI of Intelligence: A Data-Driven Case
For executives, the business case for smart factory adoption is grounded in compelling, quantifiable improvements across every facet of operations.
- Radical Efficiency: Smart systems attack waste and inefficiency at their source. By leveraging real-time data and automation, factories can minimize human errors to near-zero levels, optimize energy consumption by analyzing every component of the system, and maximize overall plant efficiency through intelligent workflows.
- Unprecedented Agility: The ability to seamlessly and rapidly reconfigure production lines for different product variants enables "mass customization" at scale. This allows businesses to respond almost instantaneously to shifts in market trends or customer demand, a capability that was once prohibitively expensive.
- From Reactive to Predictive Operations: Perhaps the most profound value shift is the move from a "break-fix" model to a "predict and prevent" one. Predictive maintenance, where AI analyzes sensor data to forecast equipment failures, can reduce unplanned downtime by over 28% and cut overall maintenance costs by a remarkable 10% to 40%.
- Bulletproof Quality: In a smart factory, quality control is no longer a final-step inspection but a continuous, embedded process. AI-powered computer vision systems can detect microscopic defects invisible to the human eye in milliseconds. This real-time monitoring can slash defect rates by over 40%, preventing costly rework, scrap, and brand-damaging recalls.
The financial and operational impact of these improvements is not theoretical. Real-world implementations have demonstrated significant returns, providing a clear business case for investment.
| Benefit Category | Metric | Impact |
|---|---|---|
| Quality Control | Reduction in Manufacturing Defects | 37% - 90% |
| Asset Management | Decrease in Unplanned Downtime | 28% |
| Productivity | Improvement in Overall Equipment Effectiveness (OEE) | 22% |
| Cost Reduction | Decrease in Production Costs | 15% |
| Cost Reduction | Reduction in Maintenance Costs | 10% - 40% |
| Revenue Growth | Increased Annual Revenue (Case Study) | +$7.5 Million |
| Sustainability | Reduction in Energy Consumption / Waste | Significant |
This data reveals another critical point: sustainability is no longer just a corporate social responsibility initiative but a direct and measurable driver of profitability. The very technologies that enable sustainability—such as IIoT sensors for real-time energy monitoring and AI analytics for optimizing resource allocation—are the same ones that drive down operational costs. A case study showing a 15% reduction in production costs is, in part, a result of these efficiencies. For an executive, this connection is crucial. It reframes the sustainability conversation from a cost center to a core pillar of operational excellence and financial return. Investing in "green" manufacturing has become synonymous with investing in "lean" and profitable manufacturing.
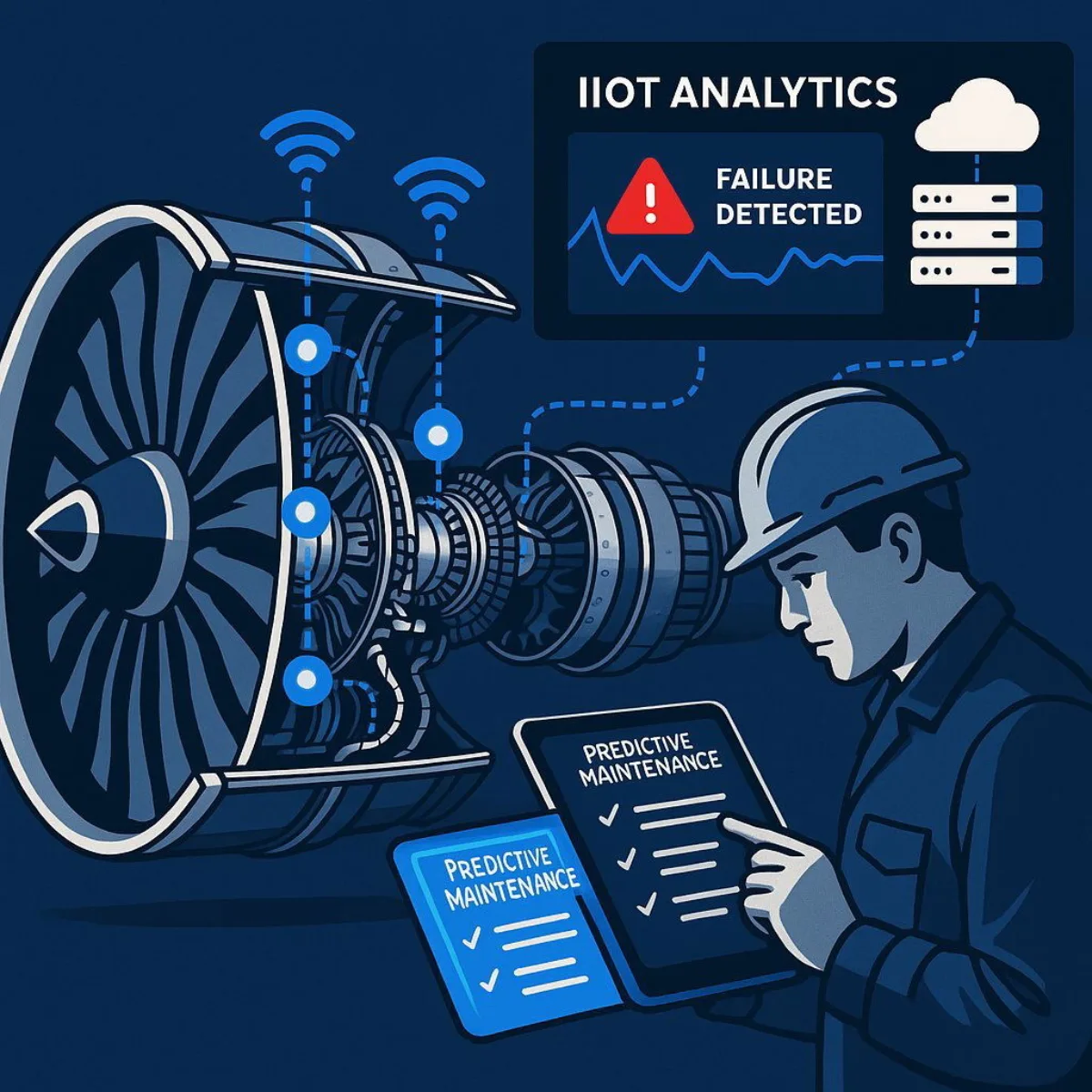
Case study: Predictive maintenance in aerospace drives safer, more efficient airline operations.
How Do You Build a Smart Factory? A Look at the Technology Stack in Action
Building a smart factory is not about acquiring a single piece of technology; it's about architecting an integrated ecosystem. The foundational layer of this ecosystem is a modern data architecture. This requires a strategic shift away from siloed, on-premise legacy systems toward a flexible, scalable cloud infrastructure that allows data to flow freely and securely across the entire enterprise. With this foundation in place, a suite of advanced technologies can be deployed to create transformative value.
Technology Deep Dives with Real-World Examples
- Use Case 1: Predictive Maintenance in Aerospace
- Concept: This practice involves using IIoT sensors and AI to analyze the performance of machinery in real-time, allowing for the prediction of equipment failures before they occur. This shifts maintenance from a reactive, costly process to a proactive, planned activity.
- Case Study in Action: General Electric (GE) provides a powerful example by embedding thousands of sensors in its jet engines. These sensors stream vast amounts of operational data, which AI algorithms analyze to predict component failures based on specific usage patterns and environmental conditions. This allows airlines to schedule maintenance proactively, drastically enhancing flight safety, minimizing unplanned downtime, and saving millions of dollars in emergency repair costs.
Use Case 2: Digital Twins in Automotive Manufacturing
- Concept: A digital twin is a perfect, real-time virtual replica of a physical asset, process, or even an entire factory. This risk-free virtual environment allows engineers and operators to test, simulate, and optimize operations without impacting the physical world.
- Case Study in Action: Automotive giant BMW creates a complete digital twin of its factories before a single brick is laid. This virtual replica allows them to simulate production flows, optimize robotic work cells, and refine layouts for maximum efficiency. They can even train employees in the virtual factory, ensuring the physical facility is productive from day one. This approach dramatically reduces costs, accelerates time-to-market, and minimizes operational risks. Similarly, food and pet care company Mars leverages digital twins across its 160 manufacturing facilities to optimize its complex global supply chain.

BMW leverages digital twins to optimize factory layouts, workflows, and workforce training—before building begins. - Use Case 3: Automated Quality Control in Electronics
- Concept: This involves leveraging AI-powered machine vision and a network of smart sensors to inspect products with a level of speed and accuracy that is impossible for humans to achieve. These systems can detect minute imperfections and deviations from quality standards in real-time.
- Case Study in Action: The Siemens smart factory in Amberg, Germany, is a globally recognized benchmark for this technology. By combining a dense IIoT sensor network with powerful AI analytics, the factory achieves autonomous, real-time optimization of its workflows and quality checks. This tight integration has resulted in a staggering 99.98% product quality rate, demonstrating the profound impact of intelligent automation on manufacturing precision.
These case studies highlight a crucial reality for any executive considering this path. The advanced technologies powering the smart factory are not independent "solutions" to be purchased off a menu. Their true power is unlocked through their deep interdependence. BMW's digital twin is inert and useless without the constant stream of real-time data fed by its IIoT sensors. GE's predictive maintenance is impossible without both the IIoT sensors to collect the data and the AI to analyze it. The success of the Siemens factory is a direct result of the
synergy between IIoT and AI working together to make autonomous decisions. Therefore, a successful smart factory strategy is not about buying a single piece of technology. It is a holistic strategy focused on building an integrated data ecosystem where these powerful tools can feed and empower one another, creating a value far greater than the sum of their parts.
What's Stopping Everyone? The Real-World Challenges of Implementation
Despite the clear benefits, the path to a fully realized smart factory is fraught with challenges. The sobering reality is that while 68% of companies view Industry 4.0 as a top strategic priority, only about 30% are successfully capturing value at scale. Many organizations become trapped in "pilot purgatory," launching small, isolated technology experiments that never expand to deliver enterprise-wide impact. Understanding the root causes of this stagnation is the first step to overcoming it.
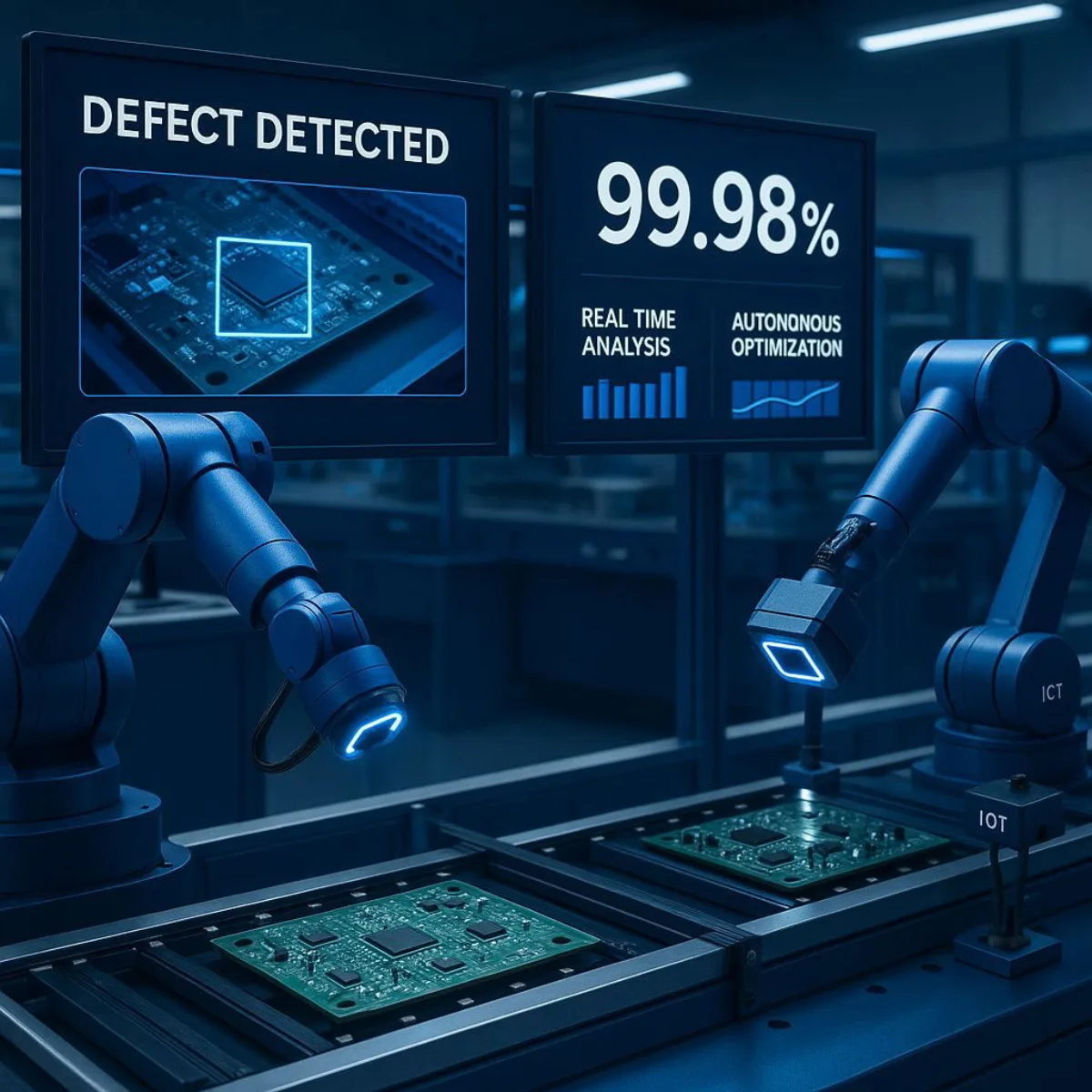
AI-powered vision and IoT sensors at Siemens ensure nearly flawless quality for electronics manufacturing.
Challenge 1: The Legacy System Anchor
The single greatest impediment for many established manufacturers is their reliance on decades-old, on-premise legacy systems, such as Enterprise Resource Planning (ERP) and Manufacturing Execution Systems (MES). These systems, while often critical to daily operations, were designed in an era before widespread connectivity. They create rigid data silos, making it nearly impossible to achieve the holistic, real-time view of operations that a smart factory demands. Attempting to build a modern, agile smart factory on this foundation is like trying to construct a skyscraper on a bed of sand. Firms like enterprise application architecture specialists specialize in building the custom software 'bridges'—modern APIs and middleware—that connect these aging, critical systems to modern cloud platforms. They don't force a 'rip and replace' but instead architect a solution to unlock the valuable data trapped inside legacy machinery, creating the essential 'digital thread' that underpins a smart factory.
Challenge 2: The Software Gap - From Rigid MES to a Flexible "Factory OS"
Traditional MES platforms are often monolithic, inflexible, and demand massive, multi-year implementation projects with significant upfront investment. The modern smart factory, however, requires a fundamentally different software paradigm: a flexible, modular, and data-centric "Factory Operating System" that can be configured and adapted in days or weeks, not years. This is where off-the-shelf software often falls short. A company's operational DNA is unique. Expert custom software development firms like those who address manufacturing's supply chain crisis step in to design and build these bespoke 'Factory OS' platforms. They create solutions tailored to specific workflows, integrating data from every source to provide a single pane of glass for operations, moving businesses beyond the limitations of legacy software.
Challenge 3: The Expanded Cybersecurity Threat
Connecting thousands of new devices—from sensors to robots (Operational Technology or OT)—to corporate and cloud networks (Information Technology or IT) creates a massive new attack surface. A cyberattack is no longer just a data breach; it can shut down an entire production line, manipulate a robotic process, or compromise the physical safety of workers. Securing this converged IT/OT environment requires a new, holistic approach to cybersecurity. For those modernizing with cloud and remote connectivity, understanding solutions like cloud-native architectures can shape a more secure, scalable infrastructure.
Challenge 4: The Strategy and Skills Chasm
Technology alone is not a solution. Over 50% of manufacturers admit to lacking a clear, corporate-wide strategy that explicitly links technology adoption to specific business goals. Without this strategic alignment, investments are often scattered and ineffective. Furthermore, there is a significant skills gap. The existing workforce needs new capabilities in data analytics, AI, cybersecurity, and robotics to manage these new systems, and finding new talent with these skills is highly competitive. Learning from the user adoption challenges in manufacturing can help leaders prioritize upskilling and change management for digital transformation.
These four challenges are not isolated issues but are interconnected symptoms of a single, underlying problem: Digital Transformation Debt. Years of underinvestment in modernizing core systems have created a complex and fragmented technological landscape. This accumulated debt is the root cause of the legacy system anchor, which in turn creates the software gap. This fragmented environment makes a unified cybersecurity posture nearly impossible to achieve. Finally, the overwhelming technical complexity caused by this debt makes it difficult for leadership to formulate a clear strategy and for the workforce to develop the right skills. Therefore, the core challenge for executives is not simply "buying new technology." It is about strategically paying down this accumulated transformation debt, which requires a holistic approach and, often, an expert external partner.
How Can My Business Apply These Principles (Even If I'm Not in Manufacturing)?
The true power of the smart factory revolution lies in its foundational principles, which are not limited to manufacturing. These concepts represent a new blueprint for operational excellence in any industry that relies on data, physical assets, and complex workflows. The four universal principles are: 1) Real-Time Data Visibility, 2) Predictive Analytics, 3) Digital Twin Simulation, and 4) Intelligent Automation & Workflow Optimization.
Cross-Industry Parallels: The "Smart Enterprise"
By translating these principles, it becomes clear how they apply across various B2B sectors. For example, the integration of IoT and Edge Computing is revolutionizing not only manufacturing, but also energy and logistics by enabling real-time insights and predictive actions.
- Logistics & Supply Chain: A "smart warehouse" is, in essence, a smart factory for goods. Real-time tracking of shipments using GPS and IoT sensors is the direct equivalent of monitoring a product's journey down an assembly line. AI-powered dynamic route optimization is a parallel to optimizing a production workflow to avoid bottlenecks. Predictive analytics can forecast demand to prevent stockouts, mirroring how a factory predicts part shortages.
- Healthcare: A "smart hospital" applies these same principles to patient care and operations. Remote patient monitoring using IoT wearables is a form of predictive maintenance for human health, alerting clinicians to potential issues before they become critical. A digital twin of a patient's heart allows a surgeon to simulate a complex procedure in a risk-free virtual environment, just as an engineer simulates a new product design. Real-time location tracking for critical medical equipment like defibrillators and infusion pumps mirrors the asset tracking of tools and components on a factory floor. To achieve such innovation, the digital-first patient experience in healthcare is a leading example of smart enterprise transformation.
- Finance & Banking: A "smart financial operation" leverages data to automate processes and predict outcomes. Real-time AI fraud detection is a form of automated quality control, instantly identifying and flagging "defects" (fraudulent transactions) in a stream of data. Automating the loan origination process by using bots to pull and verify data from multiple systems is a direct parallel to an automated manufacturing workflow that assembles a product from various components.
The following table makes these cross-industry connections explicit, translating the concepts of the smart factory into familiar contexts for executives in adjacent sectors.
| Smart Factory Principle | Application in Manufacturing | Application in Logistics | Application in Healthcare | Application in Finance |
|---|---|---|---|---|
| Real-Time Visibility | Monitoring machine OEE and production status on a live dashboard. | Tracking shipment location, temperature, and ETA via GPS/IoT. | Monitoring patient vital signs in real-time via wearables; tracking medical equipment location. | Real-time monitoring of transactions and market data feeds. |
| Predictive Analytics | Predicting machine failure to schedule maintenance before a breakdown. | Forecasting demand fluctuations to optimize inventory levels and prevent stockouts. | Predicting disease outbreaks or patient health deterioration based on data trends. | Assessing credit risk and predicting loan defaults based on borrower data. |
| Digital Twin | Simulating a new production line virtually to optimize it before building. | Creating a virtual model of the entire supply chain to test for disruptions. | Building a digital replica of a patient's organ for surgical planning and treatment simulation. | Modeling a customer's financial portfolio to simulate performance under different market scenarios. |
| Intelligent Automation | Robots automatically adjusting tasks based on product specifications. | Automated warehouse systems (e.g., AGVs) picking and packing orders. | AI analyzing medical images (X-rays, MRIs) to detect anomalies. | RPA bots automating loan application processing and data verification. |
What's the First Step? Your Roadmap to Becoming a "Smarter" Enterprise
Embarking on a transformation of this scale can seem daunting. The key is to adopt a pragmatic and phased approach, often summarized as: Think Big, Start Small, Scale Fast. A "boil the ocean" strategy that attempts to overhaul the entire enterprise at once is a recipe for analysis paralysis and project failure. A more effective path involves a series of deliberate, value-driven steps.
Step 1: Strategize Before You Technologize
The journey should begin with a business problem, not a technology wish list. Instead of asking, "How can we use AI?" ask, "What is our most significant operational pain point?" Is it the costly, unplanned downtime of a critical asset? High defect rates in a key product line that are damaging customer relationships? Inefficient supply chain routes that are inflating costs? The first step is to clearly define the business value to be captured. This value-backward approach ensures that technology investments are directly tied to bottom-line results. Digging deeper into practical AI integration strategies for executives can help clarify priorities and set a results-oriented agenda.
Step 2: Launch a High-Impact Pilot
Once a critical business problem is identified, the next step is to launch a focused pilot project with a clear, measurable return on investment. This demonstrates value quickly, builds organizational momentum, and provides invaluable learnings for future scaling. Examples of effective pilot projects include:
- Implementing a predictive maintenance solution on a single, mission-critical production line.
- Developing a real-time visibility dashboard for one key supplier to mitigate disruption risks.
- Automating one highly repetitive, error-prone manual process in the back office to free up human capital for higher-value tasks. For manufacturers, solutions like custom document management systems can transform data accessibility and compliance in industries ripe for digital transformation.
Step 3: Partner for the Journey
This transformation is not a do-it-yourself project. The technical complexity of integrating legacy systems, building custom data platforms, and ensuring end-to-end cybersecurity requires deep, specialized expertise. This journey from legacy to intelligent operations is fundamentally a software and data architecture challenge. This is where a strategic partner like Baytech Consulting becomes indispensable. They possess the deep expertise to help assess digital maturity, architect a scalable pilot project, and build the custom software foundation needed to not only succeed with that first step but to create a platform for rapid, enterprise-wide scaling. They don't just deliver a project; they build the capability for transformation.
Conclusion
The smart factory is far more than a manufacturing trend; it is the vanguard of a new operational philosophy based on the intelligent and real-time use of data. Its core principles of visibility, prediction, simulation, and automation are not confined to the factory floor. They are universal tenets that are creating the next generation of market leaders in every industry. The companies that thrive in the coming decade will be those that learn to operate as intelligent, adaptive ecosystems.
The challenge for every executive is to now look at their own operations through this new lens. Where is valuable data trapped inside your legacy systems? What critical business problem could be solved with real-time, predictive insights? Your journey to becoming a "smarter" enterprise starts with answering those questions.
Supporting Links:
- McKinsey & Company:( https://www.mckinsey.com/featured-insights/mckinsey-explainers/what-are-industry-4-0-the-fourth-industrial-revolution-and-4ir )
- Cyngn:( https://www.cyngn.com/blog/applications-of-digital-twins-in-manufacturing )
About Baytech
At Baytech Consulting, we specialize in guiding businesses through this process, helping you build scalable, efficient, and high-performing software that evolves with your needs. Our MVP first approach helps our clients minimize upfront costs and maximize ROI. Ready to take the next step in your software development journey? Contact us today to learn how we can help you achieve your goals with a phased development approach.
About the Author

Bryan Reynolds is an accomplished technology executive with more than 25 years of experience leading innovation in the software industry. As the CEO and founder of Baytech Consulting, he has built a reputation for delivering custom software solutions that help businesses streamline operations, enhance customer experiences, and drive growth.
Bryan’s expertise spans custom software development, cloud infrastructure, artificial intelligence, and strategic business consulting, making him a trusted advisor and thought leader across a wide range of industries.